



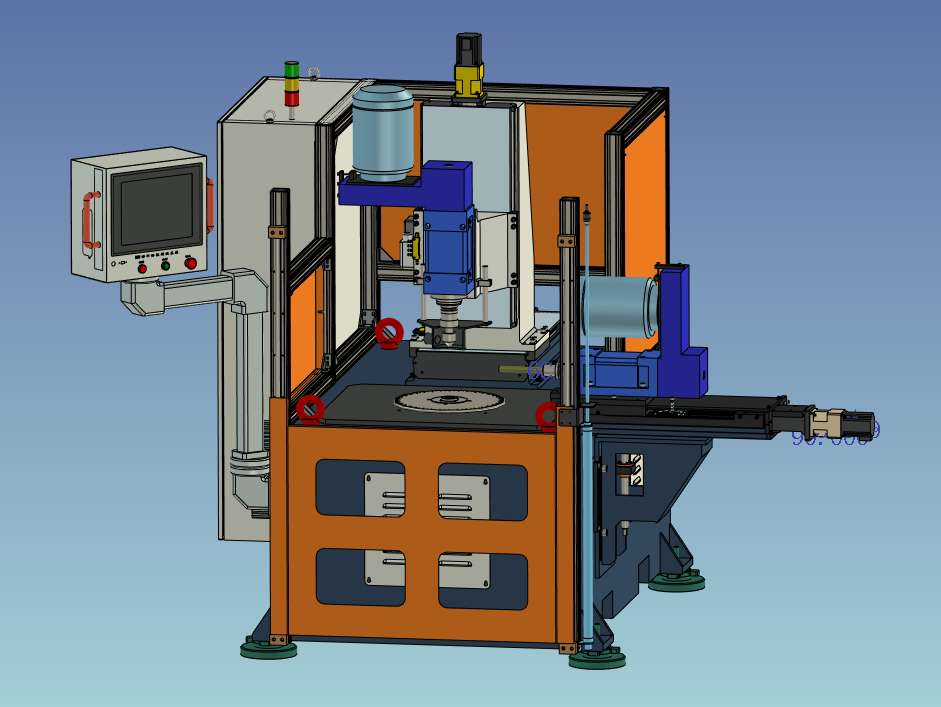


立式钻削全自动平衡机ABML-50ZL
一.设备概述
全自动平衡机ABML-50ZL采用立式钻削结构,适用于盘类零件单面平衡,端面钻孔修正不平衡量,如:飞轮、离合器、皮带轮、变矩器零件、齿轮等;
二.工作流程:
人工放置工件—气动夹紧工件—启动平衡机自动测量—测量出结果—自动停机定位—回转工作台锁紧装置动作—去重装置动作—钻削完成—Z向进给退回原位—Y向进给自动退回原位—旋转工作台松开—平衡机主动自动复检工件—复检合格----数据记录存储----人工取下工件。
三.结构型式:
平衡机主轴:伺服电机+多楔带驱动+刚性主轴
输出平衡转速约为:200-1000 rpm无级调速
最小可达剩余不平衡量(emar): 1gmm/kg
平衡夹持方式:回转气缸+拉杆+自动定心夹具。
不平衡量显示:采用15寸工业电容触摸屏显示。
显示内容:不平衡的大小和位置 显示单位为g或者 gNaN
不平衡动态矢量图
校正方式
剩余不平衡量显示和合格显示
测量状态提示
钻孔数量、位置、深度
偏心补偿:可转位180°夹具补偿和多点平均夹具补偿。
键销补偿:可补偿平衡时未安装的键、销钉等不平衡量。
去重避让:对于工件去重面存在加强筋、缺口、螺纹孔等非完整连续去重面,应用 软件矢量分解功能,将不平衡量自动解算到指定的去重位置。
四. 技术指标:
1. 平衡工件质量范围: 3-50kg,最大初始不平衡量5000gNaN
2. 平衡校正工件直径范围:Ф50-Φ500mm
3. 工件夹紧定位孔直径:Ф10-Ф280mm
4. 钻孔分度圆直径范围:Ф50-Φ450mm
5. 去重时工件最大高度:250mm
6. 平衡转速:100-900rpm(伺服控制)
7. 主电机功率:3kW(伺服电机)
8. 钻削电机功率2.2kW。
9. 钻削径向进给最大行程:280mm
10. 钻削动力头高度行程范围: 0-300mm;
11. 钻刀直径范围:6-20mm
12. 去重方式: 高速干式钻削;
13. 不平衡减少率: ≥90%;(标准转子)
14. 去重效率: 30-300g/min;
15. 钻头形式:标准合金钻头或麻花钻;
16. 钻削最大回转角度:120°
17. 测量夹具精度: 上下孔定位:±10um;
18. 重复精度:一次装夹重复精度≤3g.cm,重复装夹精度:≤±5g.cm
19. 不平衡量相位误差:≤±2°
20. 动力头钻削转速:300-1500转/分(变频调速)
21. 测量节拍:8S-12S
22. 测量+钻削节拍:≤70S-120S/件(根据客户初始不平衡量定)
23. 平衡精度:1gmm/kg